

HOME > 絞り加工とは 〜絞り加工の基礎知識〜 > 板厚減少の少ない絞り加工
絞り加工とは 〜絞り加工の基礎知識〜
絞り加工事例 1.
板厚減少の少ない絞り加工
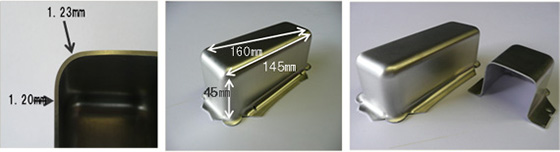
絞り容器の板厚変化
絞り加工の特徴として、フランジ部では最初の板厚より厚さが増加し、パンチ底部付近では逆に板厚の減少をともないます。そのために表面にしわがよったり割れて破断が発生しやすくなります。
板厚1mmのアルミニウム材(難削材)を直径33mm、肩半径4mmのパンチを用いて絞り加工した場合の板厚変化はもっとも厚くなる箇所で30%・もっとも薄くなると箇所で▲15%も減少します。
板厚変化を抑えた特殊絞り加工
当社では「対向液圧成形法」と30年間に培ったノウハウによって、板厚の増加減少を極力抑えた絞り加工が行えます。板厚1.25mmのアルミニウム材(難削材)の絞り加工でもっとも厚くなる箇所で1.6%もっとも薄くなる箇所で▲6.4%と大幅に板厚変化を抑え、ほぼ均一な絞り加工を行えます。
また、傷のつきやすいアルミニウム材でも表面キズも無く加工でき、従来切削機械加工でしか出来なかった製品(航空機部品)も当社の特殊絞り加工で製品化を実現し、大幅なコストダウンを行うことが出来ました。
当社ではこのように用途に用途に合わせた加工方法をご提案させて頂きます。また、深絞り加工、絞りプレス加工の様々な実績がございます。
複雑な形状の深絞り加工
加工の難しい材質の深絞り
岐阜県中津川市の加藤製作所におまかせ下さい!
絞り加工のことならなんでもお気軽にお問い合わせください!
TEL 0573-65-4175
FAX 0573-65-4177
担当/営業部 西尾・古田


絞りプレス加工実例~絞りのかとうなら、ここまでやれます!
深絞りの技術が 業種別技術コラム
絞りプレス設備一覧~多彩な絞り加工を可能にする加藤製作所の設備



JIS Q 9100認証取得/倫理17000認証取得
